Funktionsteile in Serienqualität für Prototypen oder Kleinserien.
Warum Laser-Sintern?
Das Laser-Sintern ermöglicht die Produktion serien- naher und direkt einsatzfähiger Kunststoffbauteile, um bspw. Konstruktionen auf Ihre Funktion hin zu testen oder ein seriennahes Anschauungsmodell zu erhalten. Dieses Rapid Prototyping Verfahren ist an keinen speziellen Werkstoff gebunden. Aufgrund der hohen Qualität von lasergesinterten Bauteilen setzen wir das Laser-Sintern daher immer häufiger auch zur Fertigung wirtschaftlicher Kleinserien ein.
Hoch präzise Fertigung. Ohne Stützgeometrien.
Die Fertigung beim Laser-Sintern basiert auf dem lokalen Aufschmelzen und Verfestigen von Pulvern und Granulaten unter Einwirkung eines Hochleistungs- Lasers, Schicht für Schicht. Das Laser-Sintern erlaubt die Fertigung von äußerst komplexen Bauteilen in seriennaher Qualität. Sowohl Hohlkörper als auch Hinterschnitte lassen sich mit diesem Verfahren ohne jegliche Stützgeometrien realisieren. Lasergesinterte Bauteile bieten damit eine rauhe und gleichmäßige Oberfläche, welche sich im Anschluss wunderbar lackieren lässt.
Vom Funktionsmodell bis zur Kleinserie.
Das Laser-Sintern ermöglicht neben der Fertigung von Prototypen auch das Rapid Manufacturing, d.h. die schnelle Fertigung von einsatzfähigen Serienbauteilen. Insbesondere im Rahmen von Kleinserien und der Fertigung von (individuellen) Ersatzteilen bietet das Laser-Sintern unseren Kunden einen beachtlichen wirtschaftlichen Vorteil.
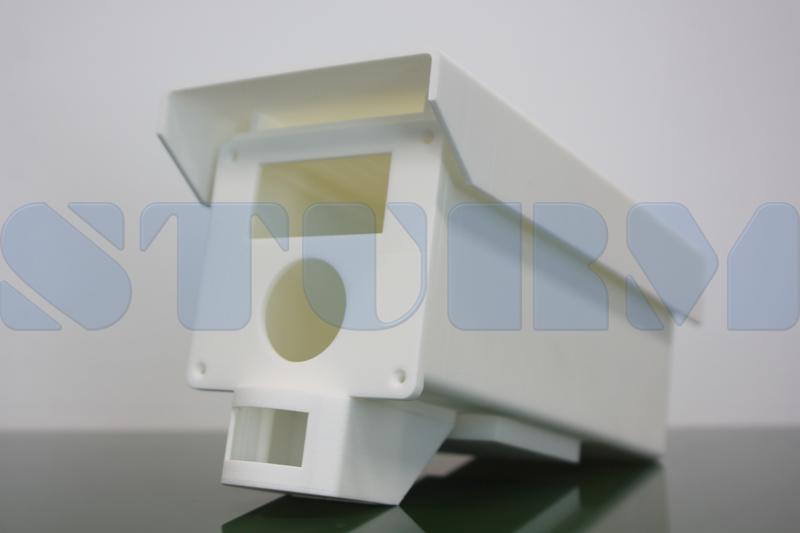
Beispiele für Kunststoff-Laser-Sintern.
(zur Ansicht auf die Bilder klicken)
Unsere Dienstleistung.
RP-Verfahrensauswahl. Materialauswahl. Umsetzung.
Zur Erstellung eines Angebotes senden Sie uns bitte eine Anfrage mit folgenden Informationen:
- Firma, Ansprechpartner
- Kurze Beschreibung der Aufgabenstellung
- Gewünschtes Material bzw. Materialanforderungen
- CAD-Daten (vorzugsweise STEP)